Explore our top-tier heavy-duty industrial storage racks, designed to optimize space utilization, load safety, and ease of assembly.






In modern industrial logistics and material handling, rolling racks and customized rolling storage systems serve as the critical backbone for high-density spatial management. As global supply chains face unprecedented volatility, organizations are transitioning from static, legacy storage environments to dynamic, highly configurable rolling and mobile architectures. Rolling storage systems (including pallet flow, mobile bases, gravity-driven lanes, and high-density industrial shelving units) enable warehouses to achieve optimal volume utilization while dramatically accelerating material cycle times.
Currently, the international storage market is defined by a shift toward vertical integration and automated material handling. Industrial enterprises in Europe, North America, and high-growth hubs in Southeast Asia are demanding specialized, custom OEM manufacturing to ensure structural compliance with localized standards (such as RMI in North America, FEM in Europe, and AS4084 in Australia). This has elevated the role of premium tier-one exporters who can deliver structural engineering expertise alongside precision manufacturing capabilities.
Whether deploying heavy-duty racking systems for automotive manufacturing lines or specialized mezzanine-level racking configurations for e-commerce sorting hubs, structural integrity, modularity, and load certification are non-negotiable criteria. Standard off-the-shelf configurations rarely satisfy the strict height, seismic, and space-saving requirements of modern smart warehouses, making bespoke OEM and ODM partnerships the preferred route for forward-thinking procurement directors.
An overview of our core technical competencies and the next-generation technologies shaping the industrial rolling rack ecosystem.
Our automated production lines utilize specialized cold-roll forming systems that guarantee uniform profile thickness and high tensile strength (up to Q355B structural steel grade). This ensuring resistance to structural warping under maximum load conditions.
Future-proofing warehouses requires racks that interface seamlessly with Automated Guided Vehicles (AGVs) and Autonomous Mobile Robots (AMRs). Our systems feature custom guidance tracks, safety sensors, and sub-millimeter tolerances.
We deploy finite element analysis (FEA) software during the product development phase to simulate real-world physical stressors. Every racking layout undergoes virtual stress analysis under static and dynamic loads, including simulated seismic movements.
Direct insight into our vertically integrated manufacturing facility in Guangdong, showing step-by-step raw material processing, robotic welding, and precision inspection.

Raw Material Selection

High-Speed Punching

Precision Cold Rolling

Robotic Spot Welding

Electrostatic Powder Coating

Strict Quality Control & Testing

Heavy-Duty Export Packaging

Automatic Punching Line

Cold Rolling Production Station A

Cold Rolling Production Station B

Hydraulic Sheet Metal Bending

High-Stroke Press Punching

Precision Spot Welding Station
The manufacturing cluster located in Guangdong represents the global epicentre of high-yield storage systems fabrication. Leveraging direct structural steel sourcing contracts from top-tier state refineries, Guangdong Guanlongxing Storage Equipment Co., Ltd. secures prime-quality carbon steel profiles at stable margins. This procurement stability insulates international partners from wild market price fluctuations. In contrast to localized regional manufacturing hubs that face long raw-material lead times, our facility enjoys instantaneous integration with premium coating producers, fastener specialists, and marine logistics nodes.
By employing high-speed continuous punching stations, progressive roll-form units, and robotic multi-point welding rigs (such as our heavy hydraulic sheet metal bending and spot welding systems shown above), we dramatically compress cycles. A custom mezzanine floor layout or high-density rolling rack program that typically requires 12 weeks of planning and fabrication in local overseas regions can be drafted, simulated, manufactured, and finished in under 4 weeks inside our plant. This supply chain velocity provides a significant time-to-market advantage for regional system integrators, design consultants, and warehouse building contractors.
"Supply chain resilience is not simply about having raw materials in stock; it is about absolute engineering predictability. By keeping material science, structural prototyping, testing, finishing, and custom logistics management under a single, unified QC roof, we deliver a 100% predictable solution to overseas jobsites."
Furthermore, our geographic proximity to major international ports (including Shenzhen and Guangzhou) allows us to optimize packaging protocols to maximize sea container volume. Our specialized packaging team designs customized high-strength pallet bundling systems to prevent shifting and surface scratches during long transit, ensuring that every shipment arrives in pristine, installation-ready condition.
Industrial storage solutions must be customized to suit the operating environments, localized compliance laws, and load dynamics of different sectors. Our engineering teams customize rack configurations to meet distinct sectoral requirements:
Automotive spares, engines, body panels, and high-weight tires present unique challenges due to their heavy load profiles and irregular form factors. To address these demands, our integrated heavy-duty mezzanine levels and pallet flow networks are configured with custom tire brackets, storage bays, and heavy duty safety frames. This layout ensures fast picking rates while maintaining high load-carrying limits without structural sagging.
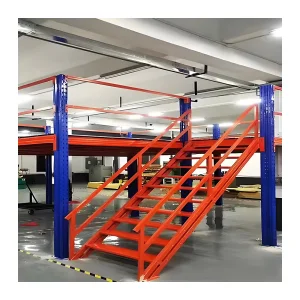
E-commerce hubs operate on the principle of ultra-high rotation and SKU density. We engineer multi-tier mezzanine shelving systems equipped with integrated gravity flow lanes and stairs. This transforms vertical warehouse space into multi-level picking platforms. The integration of high-density rolling racks and steel mezzanine structures effectively doubles or triples the picking footprint without changing the warehouse footprint.
Cold chain facilities in food, beverage, and biopharmaceutical sectors carry high hourly operating costs. Our cold storage rolling racks utilize specialized steel formulations engineered to prevent low-temperature crystallization and embrittlement. Combined with special anti-corrosion galvanized or epoxy-polyester coatings, these structures stand up to high humidity and sub-zero temperatures down to -40°C.
| Racking Type | Ideal Application Scenario | Load Capacity (per level) | Primary Material / Steel Grade | Standard Certifications |
|---|---|---|---|---|
| Heavy Duty Pallet Racking | Bulk storage, industrial warehouses, heavy manufacturing, raw materials | 1,000 kg - 4,500 kg | Q235B / Q355B Cold Rolled Steel | ISO9001, CE, RMI Standards |
| Industrial Mezzanine Platform | E-commerce fulfillment hubs, spare parts sorting, vertical space expansion | 300 kg - 1,000 kg/m² | High-Strength Structural Steel (H-Beam) | EN15512, AS4084 Compliant |
| Medium Storage Shelf Units | Retail stockrooms, picking zones, archives, manual inventory stacking | 200 kg - 800 kg | High-Grade Sheet Metal Frame | CE, TUV Quality Certified |
| Automotive Parts Racking | Automotive tire storage, vehicle components, heavy metal stamping bins | 800 kg - 3,000 kg | Reinforced Structural Profiles | Custom OEM Designed / FEA Tested |
Navigating localized building safety regulations, workplace safety guidelines, and municipal zoning permits is a primary challenge for project engineers when installing industrial racking systems. As a global exporter, we align our product development and production processes with key regional standards, including:
Beyond producing certified structural steel products, we offer comprehensive project planning documentation, including detailed structural drawings, load capacity charts, and installation guidance. Our dedicated R&D department collaborates directly with localized contractors and engineering firms, adjusting baseplate configurations, bracing designs, and anchor spacing to satisfy specific local seismic calculations.
Guangdong Guanlongxing Storage Equipment Co., Ltd. is a professional manufacturer specializing in warehouse storage racks, industrial shelving systems, pallet racking, mezzanine platforms, and customized storage solutions. Since its establishment in 2017, the company has been committed to delivering reliable, cost-effective, and high-performance storage equipment for warehouses, distribution centers, logistics companies, factories, supermarkets, and retail facilities worldwide.
Operating from a modern manufacturing facility covering 28,600 m², Guanlong Rack integrates product design, engineering, manufacturing, quality control, and international sales under one roof. Our experienced production team and advanced manufacturing equipment enable us to deliver efficient production, consistent quality, and flexible customization for projects of all sizes.
With over 9 years of industry experience and 6 years of export experience, we have built strong partnerships with customers across Europe, North America, Southeast Asia, Australia, and the Middle East. Our annual export revenue exceeds US$18 million, supported by an efficient supply chain of more than 980 trusted partners.
Quality is at the core of everything we do. Every product undergoes rigorous inspections throughout the manufacturing process, including load capacity testing, dimensional inspection, welding inspection, and powder coating adhesion testing. Our dedicated quality control team of 46 inspectors ensures every shipment meets international standards before delivery.
Innovation drives our continuous growth. Our R&D department consists of 62 experienced engineers focused on improving structural design, production efficiency, and warehouse storage solutions. Last year alone, we introduced 136 new products to meet evolving market demands and customer requirements.
We provide comprehensive OEM and ODM manufacturing services, supporting customized dimensions, load capacities, colors, materials, and warehouse layouts based on each customer's project needs. Our flexible production capabilities make us a reliable partner for distributors, wholesalers, warehouse solution providers, contractors, and engineering companies.
At Guanlong Rack, our mission is to help customers maximize warehouse efficiency with durable, safe, and intelligent storage systems. Through advanced manufacturing, strict quality management, and responsive customer service, we continue to provide dependable storage solutions that create long-term value for businesses around the world.
Expert technical responses to common questions about industrial racking procurement, customization, structural safety, and export logistics.
Maximize your storage density with our heavy-duty steel mezzanine platforms and warehouse shelving racking networks.