Engineered for Maximum Load Capacity and Spatial Efficiency
Whitepaper on Global Industrial Mezzanine Trends and ROI Optimization
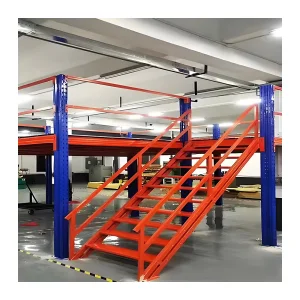
In the modern logistics landscape, land prices are skyrocketing while the demand for rapid order fulfillment is reaching unprecedented levels. As a leading Mezzanine Floor Supplier and Exporter, we recognize that a mezzanine is no longer just a "second floor"—it is a strategic asset for Volume Utilization Efficiency (VUE).
The global industrial mezzanine market is currently undergoing a paradigm shift. With the rise of E-commerce, Cold Chain Logistics, and Urban Micro-Fulfillment Centers, businesses are seeking ways to double their operational square footage without the carbon footprint or capital expenditure of new building construction. Our steel mezzanine solutions provide a modular, scalable, and seismically compliant answer to these challenges.
Utilizing high-tensile Q235 and Q355 steel, our systems meet stringent international standards (AISC, Eurocode) for static and dynamic load bearing.
Modular designs allow for rapid installation—often 40% faster than traditional concrete structures—minimizing facility downtime.
By maximizing vertical cube, clients report an average payback period of less than 18 months through reduced leasing costs.
A Legacy of Precision Engineering and Global Supply Chain Excellence
Guangdong Guanlongxing Storage Equipment Co., Ltd. is a professional manufacturer specializing in warehouse storage racks, industrial shelving systems, pallet racking, mezzanine platforms, and customized storage solutions. Since its establishment in 2017, the company has been committed to delivering reliable, cost-effective, and high-performance storage equipment for warehouses, distribution centers, logistics companies, factories, supermarkets, and retail facilities worldwide.
Operating from a modern manufacturing facility covering 28,600 m², Guanlong Rack integrates product design, engineering, manufacturing, quality control, and international sales under one roof. Our experienced production team and advanced manufacturing equipment enable us to deliver efficient production, consistent quality, and flexible customization for projects of all sizes.
With over 9 years of industry experience and 6 years of export experience, we have built strong partnerships with customers across Europe, North America, Southeast Asia, Australia, and the Middle East. Our annual export revenue exceeds US$18 million, supported by an efficient supply chain of more than 980 trusted partners.
Quality is at the core of everything we do. Every product undergoes rigorous inspections throughout the manufacturing process, including load capacity testing, dimensional inspection, welding inspection, and powder coating adhesion testing. Our dedicated quality control team of 46 inspectors ensures every shipment meets international standards before delivery.
The Intersection of AI, Automation, and Structural Engineering
Future mezzanine floors will integrate IoT strain gauges and sensors that provide real-time feedback on structural health and load distribution to WMS (Warehouse Management Systems).
We are transitioning to Green Steel initiatives, utilizing recycled alloys and powder coatings with zero VOC emissions to support our clients' ESG goals.
Designing mezzanine decks with specialized resin coatings and ultra-flat tolerances (FM2 classification) to support AMRs (Autonomous Mobile Robots) and AGVs.
Our facility in the heart of the Guangdong industrial cluster provides us with a unique advantage. We have direct access to high-grade raw materials and a sophisticated logistics network. This "Supply Chain Resilience" allows us to maintain stable pricing even during global market volatility and guarantees a 99.8% on-time delivery rate for large-scale international projects.
Tailoring Mezzanine Solutions to Regional Industrial Needs
Multi-tier mezzanines in North America and Europe designed for high-density pick-and-pack operations, integrated with conveyors and spiral chutes.
Heavy-duty systems for Southeast Asian manufacturing hubs, capable of storing bulky engine components and delicate electronics on separate levels.
We provide localized engineering certifications, ensuring all installations comply with OSHA (USA), AS4084 (Australia), and CE (Europe) safety mandates.
Behind the Scenes of Our ISO-Certified Production Line










Expert Insights into Mezzanine Selection and Deployment
Our standard mezzanine floors are designed for loads ranging from 300kg/m² to 1500kg/m². However, for heavy-duty industrial applications, we can engineer custom platforms supporting up to 3000kg/m² using reinforced structural steel beams.
We use customized steel strapping, protective film wrapping, and heavy-duty wooden or metal pallets. Each component is labeled for easy assembly upon arrival, and we include a detailed packing list and installation guide.
Yes, unlike concrete structures, our mezzanine floors are 100% bolted. This modularity allows for easy disassembly, relocation, or expansion as your business storage requirements change.
Absolutely. Our team of 62 engineers uses advanced CAD and SolidWorks software to provide complimentary 3D structural drawings and layout optimizations based on your specific warehouse dimensions and operational flow.
Custom Solutions for Every Industrial Requirement