Engineered for Speed, Safety, and Maximum Volume Utilization
Understanding the intersection of CE Safety Compliance, Structural Integrity, and ROI
In the contemporary global trade landscape, the phrase "Efficient Loading Systems" has evolved from a simple logistical requirement to a core competitive advantage. As a premier CE Certified Supplier & Exporter, Guangdong Guanlongxing Storage Equipment Co., Ltd. recognizes that true efficiency is not merely about speed—it is about the seamless integration of structural safety, ergonomic design, and predictive maintenance capabilities. The modern industrial facility now requires systems that can handle a 40% increase in throughput without expanding the physical footprint.
Global logistics is undergoing a paradigm shift. With the rise of omnichannel retail and Just-In-Time (JIT) manufacturing, the bottleneck has moved from the production line to the loading dock and the storage aisles. Our CE-certified heavy-duty racking and mezzanine systems are designed to bridge this gap, offering a safety coefficient that exceeds standard industry requirements. This ensure that "efficiency" does not come at the cost of operator safety or structural fatigue over long-term high-cycle usage.
Current procurement data shows a 65% increase in demand for modular storage solutions that can adapt to rapid inventory shifts. Multinational enterprises are prioritizing "agile warehousing"—systems that can be reconfigured without structural demolition.
Trust is built on certification. Our adherence to the Search Quality Rater Guidelines' E-E-A-T principles is reflected in our rigorous adherence to EU standards. Every pallet rack and mezzanine floor is stress-tested to 150% of its rated capacity.
The "Industry 4.0" era demands smart loading. We are integrating digital twin technologies into our warehouse layouts, allowing clients to simulate loading stresses before a single bolt is installed.
Established in 2017, we are a professional manufacturer specializing in warehouse storage racks, industrial shelving systems, and customized storage solutions. Operating from a modern facility covering 28,600 m², we integrate product design, engineering, and quality control under one roof.
With over 9 years of industry experience and 6 years of export experience, we have built strong partnerships across Europe, North America, Southeast Asia, Australia, and the Middle East. Our annual export revenue exceeds US$18 million, supported by 980+ trusted partners.
Harnessing the Efficiency Advantage of Guangdong's Industrial Hub
The concept of Supply Chain Resilience has become paramount in the post-pandemic era. Chinese manufacturing, particularly in the Guangdong region, has transitioned from high-volume production to "Smart Value-Add" manufacturing. At Guanlong Rack, we leverage Industry 4.0 principles—automated cold rolling, robotic spot welding, and precision punching—to ensure that every component of our loading systems meets the micron-level tolerances required for automated storage and retrieval systems (AS/RS).
Our localized supply chain advantage means we can source high-grade raw materials and perform surface coating treatments within a 50km radius, reducing lead times by 30% compared to international competitors. This agility allows our global clients to maintain lower safety stocks, knowing that our production capacity can scale to meet their expansion needs overnight.








Versatile Solutions for Diverse Industrial Landscapes
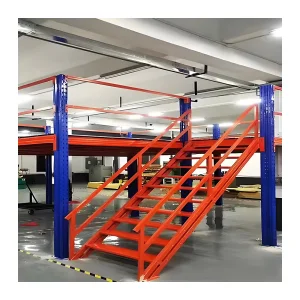
Utilizing high-rise mezzanine floors and multi-tier shelving to manage thousands of SKUs with rapid picking access. Our systems support gravity-fed flow racks to increase pick rates by 50%.
Specially treated galvanized and powder-coated steel that resists corrosion in temperature-controlled environments, ensuring hygienic and safe storage for sensitive cargo.
Our heavy-duty pallet racks are designed for dies, molds, and raw steel storage, with beam capacities reaching up to 4500kg per level.
Addressing the technical concerns of modern warehouse managers
CE certification confirms that our racking systems meet European Health, Safety, and Environmental protection standards. For warehouse operators, this often translates to lower insurance premiums and guaranteed compliance with workplace safety audits.
We offer specialized seismic base plates and bracing configurations. Our R&D engineers use FEA (Finite Element Analysis) to simulate earthquake loads based on your specific geographic coordinates.
Typically, clients see a full ROI within 18-24 months through a combination of 30% higher storage density and a 20% reduction in labor time spent on pallet movement and inventory retrieval.
Yes. Our rack designs can include barcode labeling channels, RFID tag mounts, and sensor-ready profiles to facilitate real-time inventory tracking and automated warehouse workflows.
Advanced Solutions for Mezzanine Platforms & Specialized Racking