Guangdong Guanlongxing Storage Equipment Co., Ltd. is a professional manufacturer specializing in warehouse storage racks, industrial shelving systems, pallet racking, mezzanine platforms, and customized storage solutions. Since its establishment in 2017, the company has been committed to delivering reliable, cost-effective, and high-performance storage equipment for warehouses, distribution centers, logistics companies, factories, supermarkets, and retail facilities worldwide.
Operating from a modern manufacturing facility covering 28,600 m², Guanlong Rack integrates product design, engineering, manufacturing, quality control, and international sales under one roof. Our experienced production team and advanced manufacturing equipment enable us to deliver efficient production, consistent quality, and flexible customization for projects of all sizes.
With global industrial land costs skyrocketing, the shift from horizontal to vertical storage is no longer an option but a necessity. Modern facilities are reaching heights of 30+ meters using high-bay racking systems and automated mezzanines.
The rise of AMR (Autonomous Mobile Robots) and ASRS (Automated Storage and Retrieval Systems) is transforming traditional racks into "intelligent nodes." Future vertical storage will be fully sensor-driven and AI-optimized.
Sustainable manufacturing using recycled high-strength steel and low-VOC powder coatings is becoming the standard. Vertical storage reduces the environmental footprint by minimizing the building base area.
International buyers from Europe, North America, and Southeast Asia are increasingly looking for "Turnkey Solutions" rather than just hardware. The core procurement needs include:
Guanlongxing addresses these by maintaining a dedicated QC team of 46 inspectors who perform rigorous load capacity testing and welding inspections on every batch.










Engineered racking with specialized powder coatings that prevent brittleness in sub-zero environments, optimizing airflow and pallet accessibility.
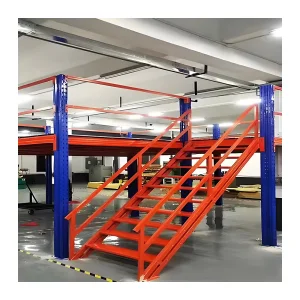
Multi-tier mezzanine structures that double or triple floor space, integrated with conveyor belts for rapid pick-and-pack operations.
Extra heavy-duty pallet systems designed to hold engine blocks, transmissions, and raw steel coils with safety factors exceeding 2.0.
Innovation drives our continuous growth. Our R&D department consists of 62 experienced engineers focused on improving structural design, production efficiency, and warehouse storage solutions. Last year alone, we introduced 136 new products to meet evolving market demands and customer requirements.
Our 2025 roadmap includes the implementation of Digital Twin Technology for warehouse layout simulation, allowing clients to virtually walk through their storage facility before a single bolt is installed. We are also pioneering IoT-enabled racks that alert operators when load thresholds are reached or when structural integrity is compromised due to forklift impacts.
Full adherence to international quality management systems ensuring every product is traceable and consistent.
Our engineering team ensures all structural calculations meet regional safety codes for Europe and North America.
We provide global localization support, including detailed installation manuals, video guidance, and remote engineering consultation.